Improvements
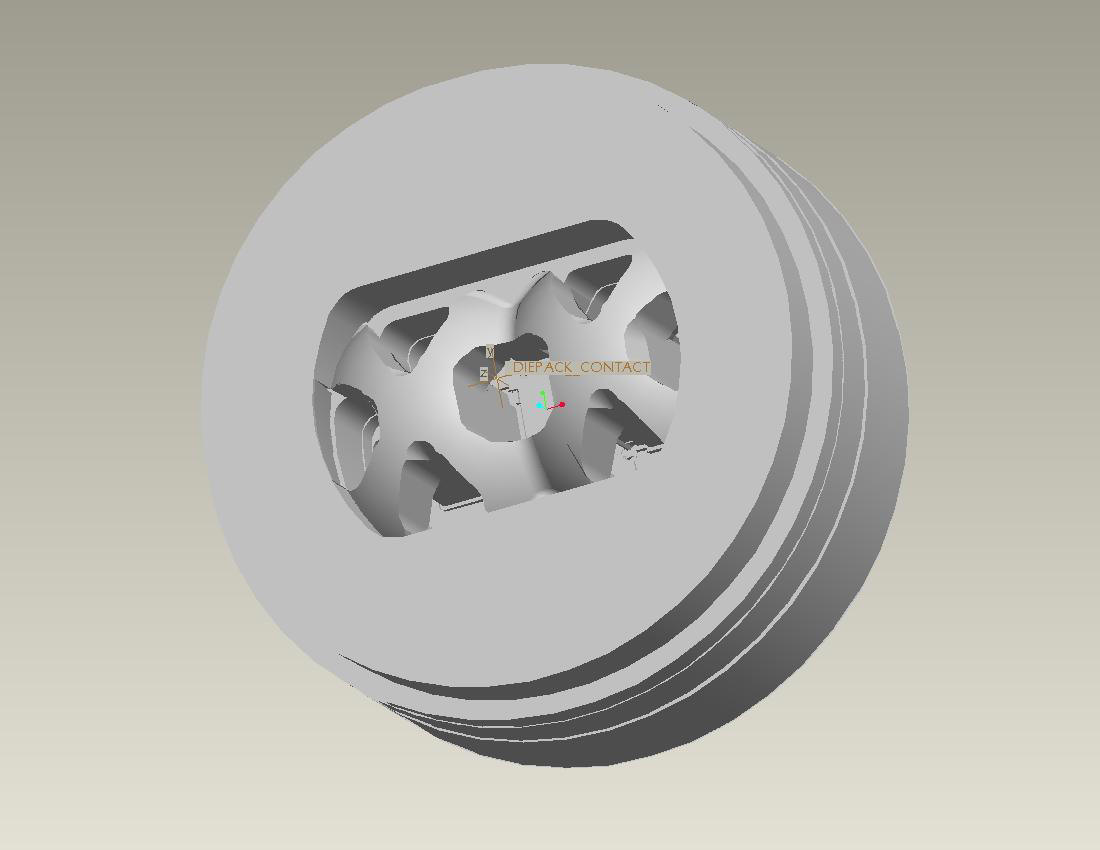
Well-balanced dies
Adequate flow balance is a key factor for product quality, geometrical tolerances, die life and extrusion speed. Improved flow balance is reached by improving the die geometry. This is why MTD performs CAD die conception together with numerical simulation (Simulation Aided Design). To optimise the flow balance in extrusion dies, MTD resorts to numerical flow modelling to make the right choice between different geometry concepts.

(courtesy Eural S.p.A.)
Simulation Aided Design helps to balance flow, predict the bearing lengths, master tolerances and reduce the number of corrections, for any complex die (full / hollow profiles)

Fast extrusion
Extrusion speed is a key factor for the big runners. MTD helps you to improve speed by optimizing the die conception. The CAD die conception is achieved together with numerical simulation (Simulation Aided Design). Numerical flow modelling enables one to optimise the extrusion speed as the effects of increasing it can be readily observed.

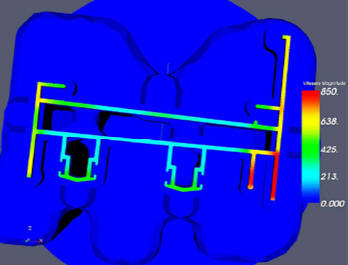
With the MTD optimised design, the extrusion speed was increased from 22 to 47 m/min (courtesy Gulf Extrusions CO. (L.L.C.))
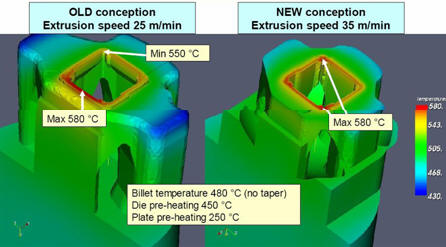
Simulation Aided Design helps to balance flow, predict the bearing lengths, master tolerances and reduce the number of corrections, for any complex die (full / hollow profiles).On the example below, the MTD Simulation Aided Design allowed to increase the speed from 25 to 35 m/min. We predict the extrusion speeds in advance, by full 3D transient press cycle simulation.

Dimensional tolerances
During extrusion, dies are subject to stress and deformation. Die life, product quality and geometrical tolerances are improved by optimizing the die conception. In critical cases, zero trial dies cannot be conceived on the sole basis of the die maker's experience.
This is why we perform CAD die conception together with numerical simulation (Simulation Aided Design). This enables the designer to reduce die corrections and save trials.
Starting from standard CAD drawing, the designer launches the simulation. The system then generates both 2D and 3D model geometries, finite element meshing and computation, fully automatically, without user intervention, and the resulting thermo-mechanical corrections and tongue drop prediction are available on the screen after about one minute (fast finite element solver).
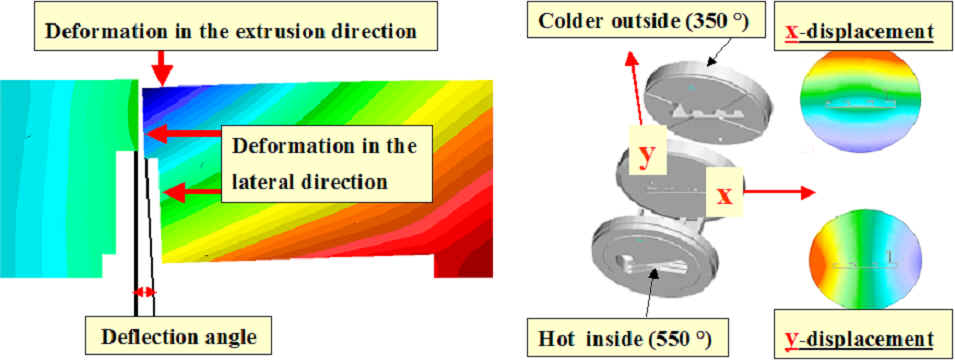
Thermo-mechanical deformation may lead to die deflection and unstable exit flow (left hand side) or inaccurate profile thickness (right hand side). The MTD model predicts and corrects deflection angles, thermal stress corrections, tongue drop, and ensures profile tolerances
Optimal process
n aluminium extrusion it is important to master the thermal evolution of the press elements, the billet and the forming profile. Chosing the right set of process and operational parameters is necessary if you want to extrude high quality profiles and reach higher extrusion speeds for big runners. This is why MTD performs virtual trials by full 3D transient simulation of the press cycles. Reliable and quick 3D predictive models take into account material flow, heat sources and losses in an accurate manner. In the conception phase as well as during the process itself, numerical modelling allows to increase lifetime of the parts, process productivity and final product quality, increase the lifetime of critical parts and save on trials costs.
Thermal animations of forming aluminium (cut planes through the weld chambers) (Above examples courtesy Alcan Ltd))
Improved cooling
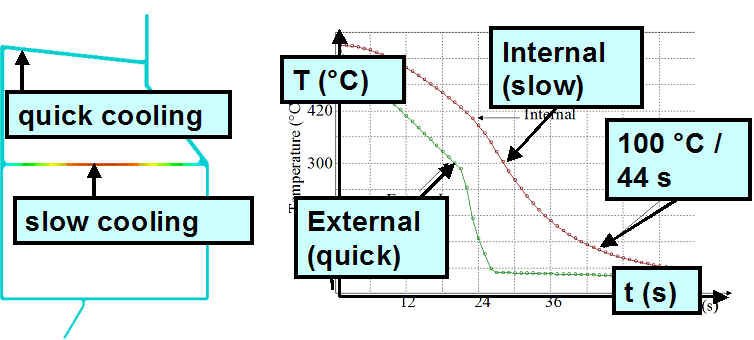
In aluminium extrusion it is important to master the cooling of profiles. Choosing the right set of cooling parameters is a key to ensure profile quality, minimise residual stress and deformation, and improve homogeneity and microstructure. This is why MTD performs virtual cooling trials by transient simulation of profile cooling. The MTD reliable and fast predictive model takes into account data and parameters such as shape, type and number of the different cooling devices, and type of cooling conditions (air, water, spray) in an accurate manner.
In particular, the cooling speed of thick parts and thin parts have to be as homogeneous as possible. Also, for hollow profiles, one has to ensure sufficient cooling speed of the inner parts.
(courtesy Alcan Ltd)
In the case of the profile shown on the figure, the MTD thermal evolution model shows that into the inner part of profile is cooled down to a temperature of 100 degrees Celsius after 44 s of spray cooling. The model was employed to determine the optimal extrusion speed with precision, thus increasing productivity by 30%.
The MTD quick and user friendly Heating and Cooling Optimiser (HCO) is being employed to optimize the cooling of complex shaped profiles. The advantage of HCO is its user friendliness. HCO is well-adapted to production environments and do not require any finite element knowledge (fully automatic and invisible mesh). It includes an input interface with CAD 2D standards.
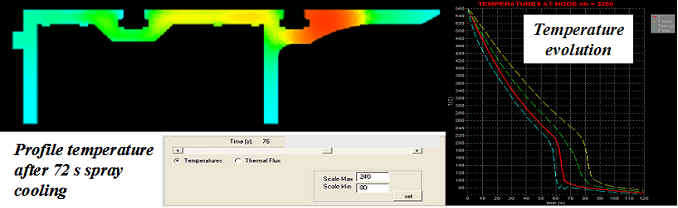
After 72 s spray cooling, the profile is still warm (over 200 °C) in the red zone, whereas it is already cold at its extremities (blue zones). The graph shows the temperature evolution at given positions (courtesy Alcan Ltd).
Optimized cooling thanks numerical simulation is being employed to ensure product quality by adequate control of thermal gradients, and to increase productivity by optimizing the cooling speed.